咨询热线
13854922183 13176999988 地址:山东省费县城东工业园液压单卡轴偏心旋切机的创新设计
该机自2010年底投放市场以来,巳出口印尼、俄 罗斯等多个国家,深受国内外用户好评。该产品2011 年6月荣获山东省技术创新优秀成果一等奖、优秀新
产品二等奖。
态各异的废旧木质材料粉碎加工成再生板或生物质 燃料生产需要的尺寸,是废旧木质材料循环再利用首 先要解决的问题。本文针对废旧木质材料形态多样性 的特点,设计一种新型粉碎设备,其优点是通用性强、 适用性广,可将各种木废料、托盘、板边、端头、树皮、 废旧人造板、水泥模板、废单板、包装箱、椰子、棕榈等 切碎,以便生产制造人造板、木煤燃料或为能源工厂 以及锅炉燃烧使用,拓宽废旧木质材料的应用范围。
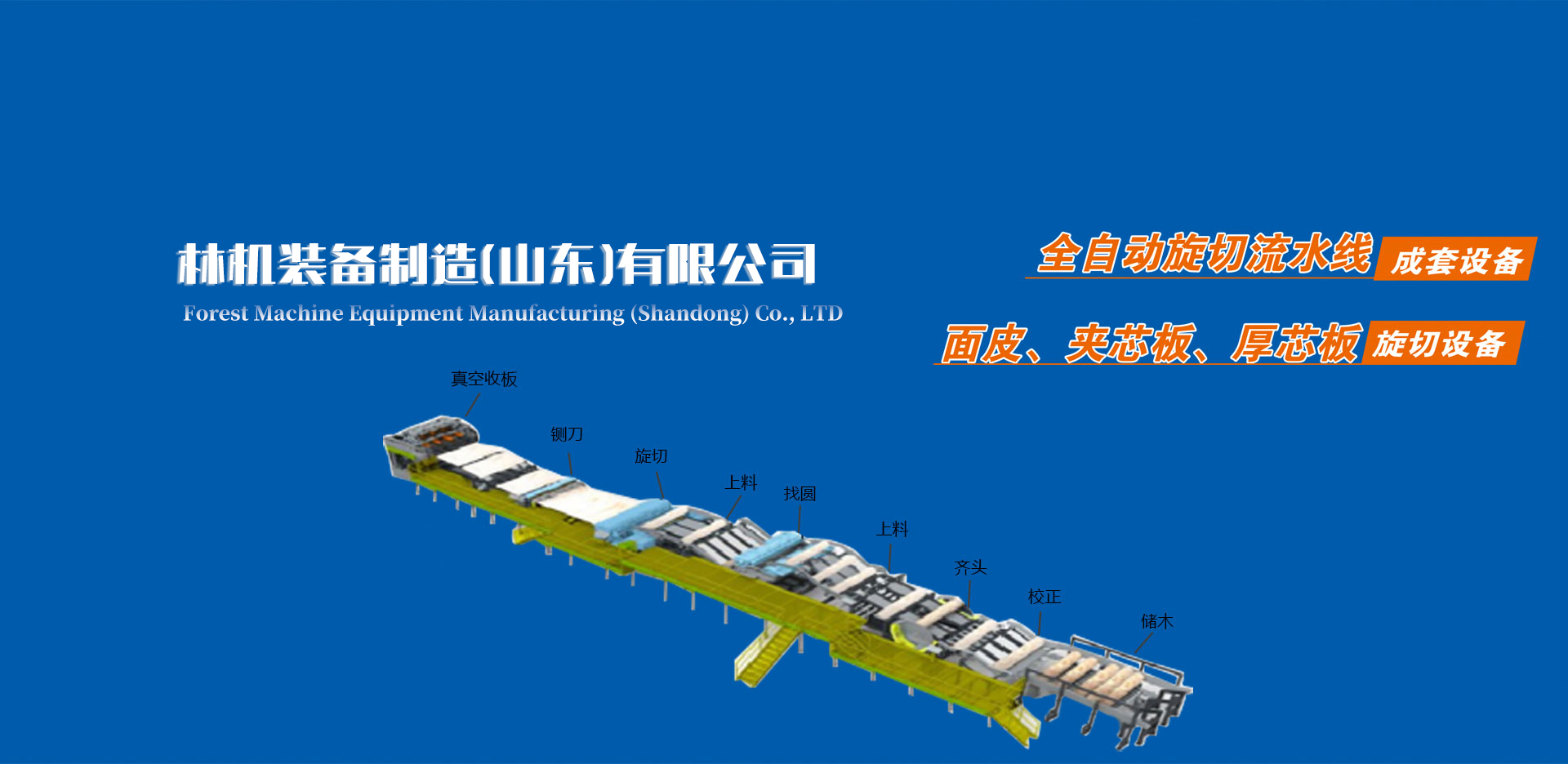
1切碎机的基本结构及工作原理
由于废旧木质材料多为韧性材料,本设计拟采用
1.3刀架
刀架采用高牌号铸铁制成,工作时其沿机床的副 导轨运动,刀架进给由两个电机和两套变速机构提供 动力,以实现工进或快速进退。快速进退通过换气缸带 动离合器实现,可提高加工效率。
1.4装刀系统
装刀系统米用装刀盒结构,液压压刀,装卸刀快捷 方便,可提高对刀精度和生产效率,降低劳动强度。
1.5偏心夹紧装置
偏心夹紧装置由夹紧梁、卡爪、固定板、定位键、导 向键、卡头体、导套、齿轴、齿条、轴承和支座组成。该偏 心夹紧装置与左、右卡轴端部相连。
1.6开槽装置
开槽装置主要由底座、工作台、刀轴、电机电器控 制部分组成,用于将已纵剖过的原木纵向开槽,以便在 偏心夹紧装置上定位夹紧。
1.7单板输送装置
单板输送装置主要由输送架、输送电机、输送带、电 器控制部分组成。用于将旋切的单板输送到指定位置。
1.8电器部分
偏心旋切机的电器部分均由电器操纵盘控制,电 器操纵盘上设有电源指示灯、木段移动旋钮、卡轴同 进、刀架快进等30个旋钮及4个监控表组成。
2工作原理
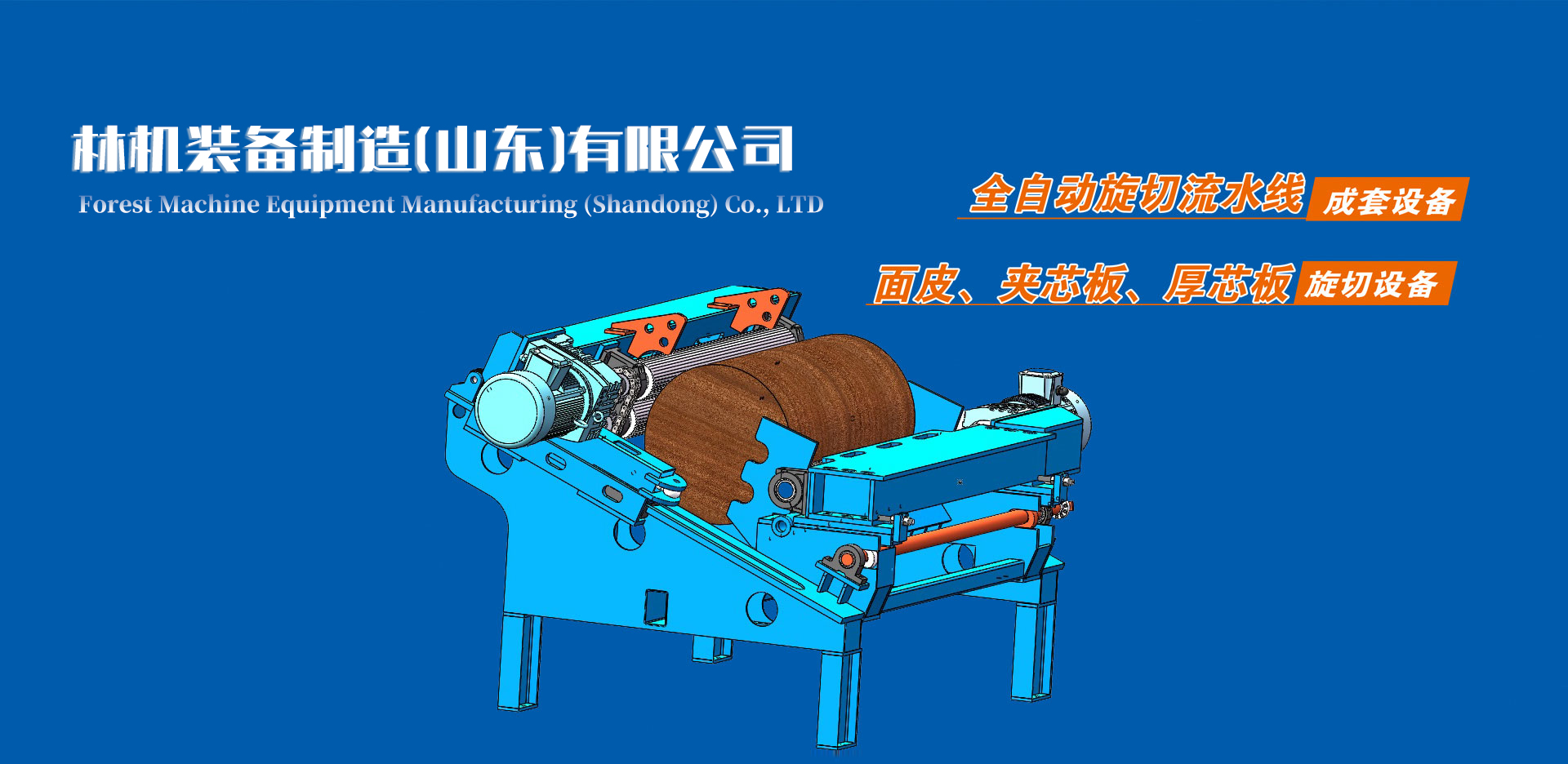
2.1旋切原理
2.1.1旋切装夹与单板木纹关系的研究
原木段(以下简称原木)装夹位置与木纹有着直接 的关系,当原木的装夹中心与偏心夹具中心不重合时, 旋转夹具就可以带动原木旋转实现偏心旋切,只有当 偏心距接近原木半径时木纹才是最美观的,最佳的偏 心距可通过调整锯切原木位置实现。
2.1.2旋切轨迹与单板木纹关系的研究
旋切偏心距大于原木半径时,旋切轨迹曲率半径 较小,单板展开时木纹质量较差且剩余木芯尺寸较大; 旋切偏心距等于原木半径时,旋切轨迹曲率半径适中, 单板展开木纹逼真、质量最好且剩余木芯尺寸适中;旋
切偏心距小于原木半径时,旋切轨迹曲率半径最大,单 板展开后木纹质量最差,但剩余木芯尺寸较小。
2.1.3装刀高度与单板厚度关系的研究
当装刀高度等于0或等于负单位转角进给量时, 旋切单板厚度均匀。在实际生产中要将装刀高度调整 到等于0或负单位转角进给量,以便获得较高的单板
加工质量。
2.2 控制系统
BQ1235/15液压单卡轴偏心旋切机功能多,控制系 统复杂,对机床控制系统的开发要求较高。针对偏心旋 切加工过程具有间断性的特点,选择简易PLC控制系 统进行控制。主要包括对电枢电流、电压、电机转速及 励磁电压进行监控。按旋切要素设置控制按钮和旋钮, 控制要素包括进退、关停和参数最大最小变化,所有控 制要素都外置于机床电气操纵盘上。
2.3机械结构设计及加工工艺
BQ1235/15液压单卡轴偏心旋切机的结构设计综 合了齿轮传动机构、链传动机构、液压传动机构、自动 进给机构、自动装刀和刀具角度调整机构、微调刀门机 构。为了保证机床稳定和旋切单板精度,各部分经过有 效处理和调试,同时关键零部件采用数控加工中心、专 用机床和组合夹具进行加工,保证了加工精度。
2.4液压技术
液压系统设计综合考虑了压力补偿、冲击动量、有 效控制液压系统的冲击性和稳定性,降低了系统损耗 并防止油温升高。
3主要技术性能指标及设计参数
3.1主要技术性能指标
控制方式:手动/半自动;
控制内容:速度控制,速度位置控制;
板厚控制精度:±1%;
压榨率:5%~10%
驱动方式:直流电机驱动。
3.2主要设计参数
旋切直径:准550~•准1500mm;
旋切长度:2400~3500mm;
旋切单板厚度:0.35~3.9mm;
卡轴直径:准160mm;
热点新闻