咨询热线
13854922183 13176999988 地址:山东省费县城东工业园圆木无卡旋切机单片机控制系统的设计
捎要,首先分析了传统有卡圆木单板旋切机的缺陷和圆木无卡单板旋切机存在旋切单板厚度不均的根本原因i介绍了圆 木无卡单板旋切的基本原理,提出利用单片机作为控制系统,以提高圆木无卡旋切机的控制精度和灵活调整旋切单板厚 度.最后详细介绍了该控制系统的硬件和软件设计.本系统在原有圆木无卡单板旋切机长时间运行的结果表明该控制系统 稳定可靠.单板厚度精度达到士0.075 mm.
关楗词:攀片机;单板旋切机;圆木无卡旋切机;自动控制
目前多层板生产厂家在单板生产过程中,采用传统的有卡定心圆木旋切机进行加工[1_3],这种加工方 法精度高,质量好.但是,由于卡心的存在,旋切圆木直径在200 mm左右时,就无法在有卡旋切机上加工; 而且圆木直径较小时,圆木刚度降低,旋切单板质量较差,这时如果将剩余的木芯抛弃或加工成木工芯扳, 均会造成原材料的极大浪费,从而增加单板的生产成本.于是厂家普遡采用无卡圆木旋切机对剩余木芯进 行再次旋切,使原材料得到了充分利用.
目前无卡旋切机旋切圆木的方法主要有2种:(1)人工目测单板厚度,通过刀具进给调速电机的转速 调节控制刀具的进给量,这种控制方法较落后,无法保证旋切单板厚度的均匀性;(2)采取固定刀口间隙和 衡压力驱动旋切刀,从而达到控制旋切单板厚度的目的,但由于圆木硬度差异很大,因此通过衡压力和顶 刀口间隙也无法有效保证旋切单板厚度的均匀.
因此笔者利用单片机控制系统,克服了控制方法落后的缺陷,达到提高旋切单板厚度均匀性的目的•
1圆木无卡旋切机的工作原理
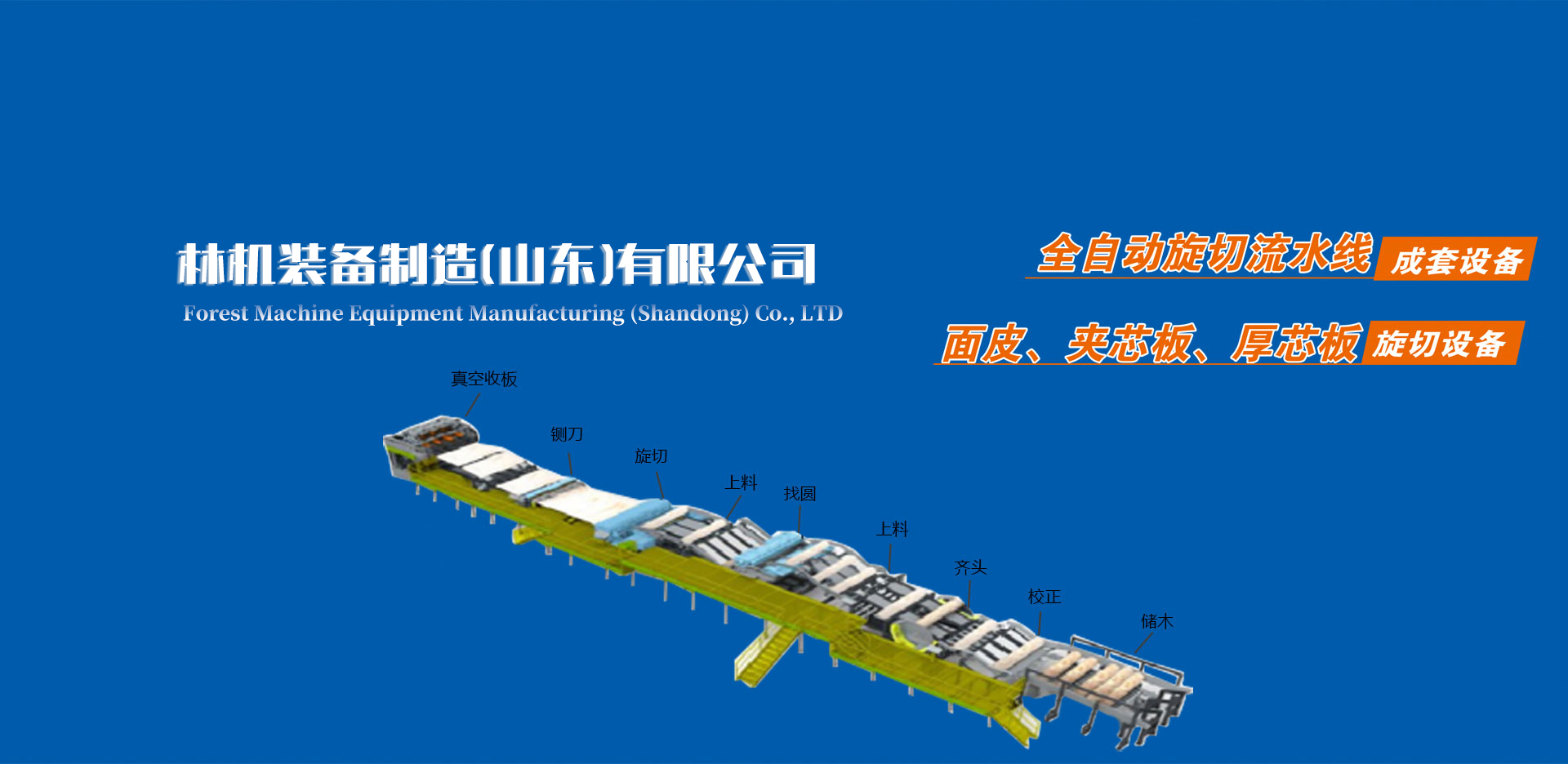
无卡旋切机的工作原理示意图如图1所示.圆木在2个旋转中心固定滚和1个旋转中心移动滚的共 同驱动下作旋转运动,并由此产生旋切动力.动驱动滚中心支承和旋切刀相对固定,并一起移动,这样旋切 刀就把薄板从圆木上刨出来,而单板厚度则由动滚与旋切刀口间隙以及旋切刀的移动速度控制.动滚与旋 切刀口的间隙是相对固定的,由机床刀口间隙调整装置调整,取决于所旋切板材的厚度,而旋切刀的移动 速度通过控制系统控制驱动电机的转速.因此旋切刀的移动速度也就间接决定了单板的厚度.从图1可以 看出,由于驱动滚的旋转速度是恒定的,即圆木的旋转线速度恒定,随着圆木直径的变化,圆木的角速度是 变化的,即圆木旋转一圈所需的时间也跟着变化,因此旋切刀的移动速度是一个变值,是一种非线性关系-
该电路工作时有3个信号:定时脉冲提供的定时器脉冲信号源、清除信号复位定时器、RESET信号 (产生系统复位).工作时,假定软件循环周期为7%如果设定定时器定时长度为TAT'CT、,则CPU在每 个工作循环周期都对定时器进行一次清零操作,只要系统正常工作,定时器都不会溢出,也就不会使系统 复位;否则,当系统出现故障时CPU无法及时进行清零工作,定时器会溢出,X25045将通过RESET信号 作出响应.X25045还有一个显著的特点,即它内部存储器(512X8)E2PROM,在本系统中可保存系统设定 的参数值,以保证数据的正常使用和不会因断电而丢失.
2.6位置开关和键盘输入电路
系统采用的控制方式是通过判断旋切刀的位置来控制变频电机的转速,因此位置信号必不可少•位置 传感器选用的是行程开关,共设了 4个,分别设在旋切刀的起点和旋切刀经过的250、100和50 mm处.当 “启动”按钮按下后,旋切刀快速前进到250 mm处,然后以系统设置的进给量进刀;当圆木被加工到直径 为100或50 mm处时,通过软件编程(査找控制字工作表格)来检测加工是否产生偏差,并作出相应的处 理,确保加工精度.
另外为了控制方便,设计了触摸面板,采用4个按键AN「AN4即可实现功能的设置.4个按键的功 能分别为启动、快退、停止和选择(单板厚度).通过AT89C51的P2 口来判断键盘上闭合的键号,当有任 一键按下时,与之连接的输人数据线为“1”,反之为“0”. 一旦有键按下,程序即作出相应处理.
2./系统抗+扰设计
由于工业现场大功率感性负载较多,会出现诸如过压、欠压、电压浪涌及尖峰电压等电源造成的干扰. 为了防止干扰进人单片机系统,在输人、输出信号通道采用了光电隔离技术,选用TLP521光电隔离器件• 具体电路设计原则是:(1)输出和输人数据同相位,即输出端为高电平(输出端=1)时,输人端也应为高电 平,反之亦然;(2)使系统的功耗达到最低,即系统不工作或处于监视状态时,光电耦合器的发光二极管截 止,整个系统能量消耗最低.另外系统供电采用DC-DC变换模块,使数字电路部分与模拟电路部分电源分 开供电,有效地抑制了系统干扰,保障了系统工作的可靠性•
3系统的软件设计
为了优化系统的软件设计,系统的软件为模块化结构,采用的方法(自上而下)主要有键盘扫描处理模 块、数据表格选择模块、译码驱动显示模块、DAC模块、定时器服务模块等子程序•其中主程序流程图如图 3所示.
系统通电后先进行初始化工作,如上电复位、设置各种工作标志的初始状态、设置单板加工厚度表格、 设置定时器T0、T1的控制字、工作方式、开中断以及启动定时器等•然后通过按键进人相应的工作状态.
4系统运行测试
系统测试条件:旋切单板厚度0.5、1.6 mni;圆木线速度16 m • min-1;圆木直径X圆木长度<200 mm X2600 mm.测试结果表明单板厚度精度<±0.075 mm.
5结论
(1)由于采用单片机技术,该系统具有结构紧凑、体积小、调整方便灵活、控制准确等特点;(2)硬件系 统采用了光电隔离和独立电源等抗干扰技术,使系统抗干扰能力大大增强;(3)单板厚度误差小于士0.075 mm,接近于圆木有卡旋切机.
热点新闻