咨询热线
13854922183 13176999988 地址:山东省费县城东工业园旋切机的结构与工作原理详解
旋切机的结构与工作原理详解
一、核心结构:精密协作的机械系统
旋切机由驱动系统、卡紧与旋转机构、进给系统、刀架与压尺系统及辅助装置五大模块构成,各模块协同完成木材旋切任务。
驱动系统
动力来源:电动机通过皮带、链条或齿轮传动,将动力分配至卡轴和刀架。
功能:驱动卡轴旋转带动木段转动,同时为刀架进给提供动力,确保旋切连续性。
卡紧与旋转机构
有卡轴旋切机:
单卡轴:左卡轴固定,右卡轴通过液压或机械方式移动,夹紧木段并旋转。
双卡轴:两卡轴同步移动,自动化程度高,适合大直径木段,出板率提升10%-15%。
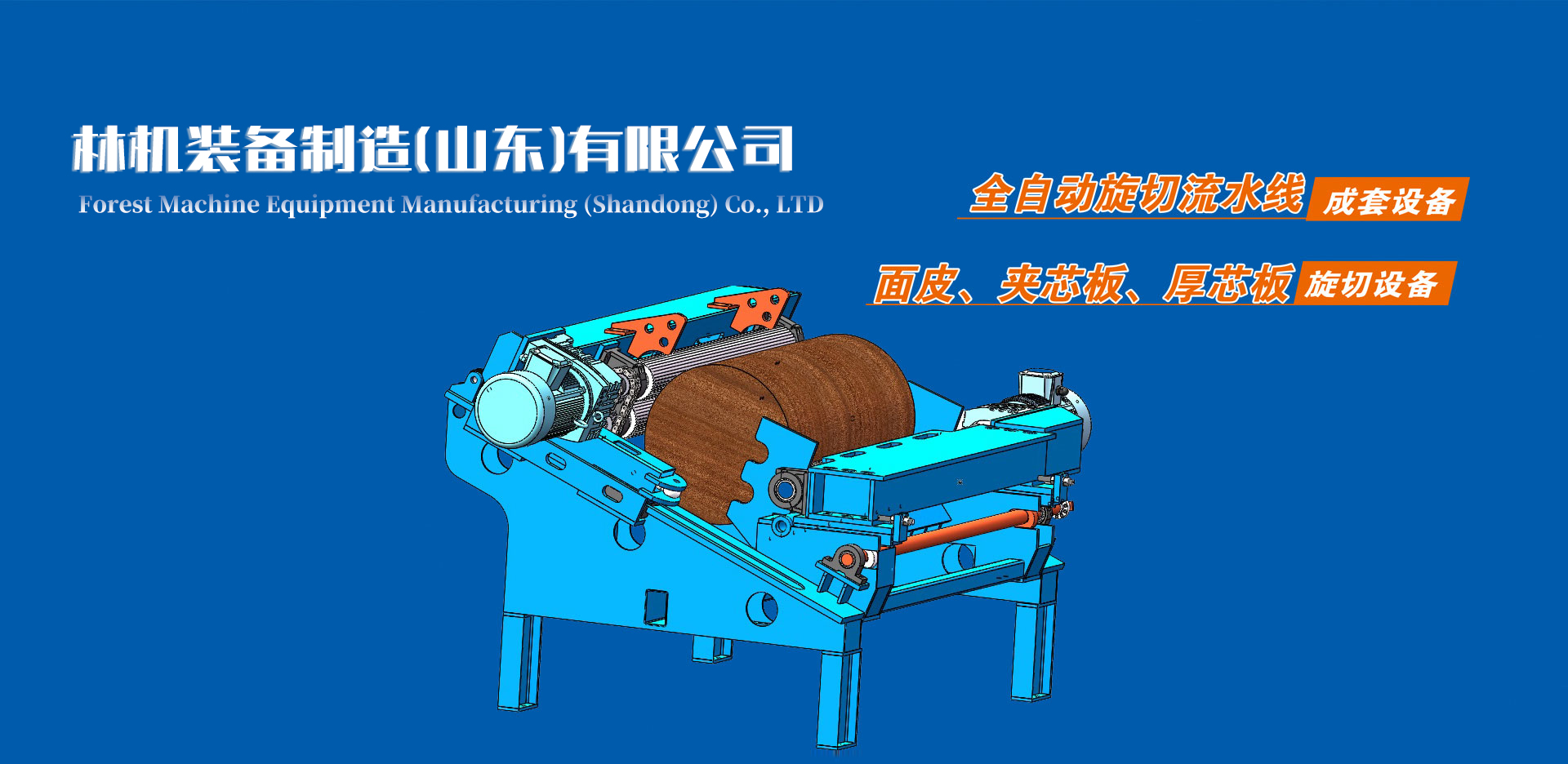
无卡轴旋切机:
摩擦辊驱动:三根辊筒(两根驱动辊+一根挤压辊)呈三角形布置,通过摩擦力驱动木段旋转,无需卡轴,木芯直径可缩小至35mm以下,材料利用率提高20%以上。
进给系统
机械传动:通过齿轮、链条或丝杠将卡轴旋转转化为刀架直线运动,进给速度决定单板厚度。
液压/伺服控制:数控机型采用伺服电机驱动滚珠丝杠,实现进给速度精准调节(误差±0.05mm),支持0.25-12mm厚度范围。
刀架与压尺系统
刀架:固定旋刀,通过偏心轴或齿轮调整刀刃高度,确保切削角度(研磨角18-23°)稳定。
压尺架:控制刀门间隙(压尺与刀刃距离),决定单板厚度均匀性,液压或气动系统实现压力动态调节。
辅助装置
防弯装置:无动力或动力驱动的滚筒,防止木芯劈裂,z小剩余直径可达30mm。
中心支架:支撑短木段,减少卡轴悬伸,提升加工稳定性。
自动卷板机:将旋切单板卷成筒状,便于后续干燥和加工。
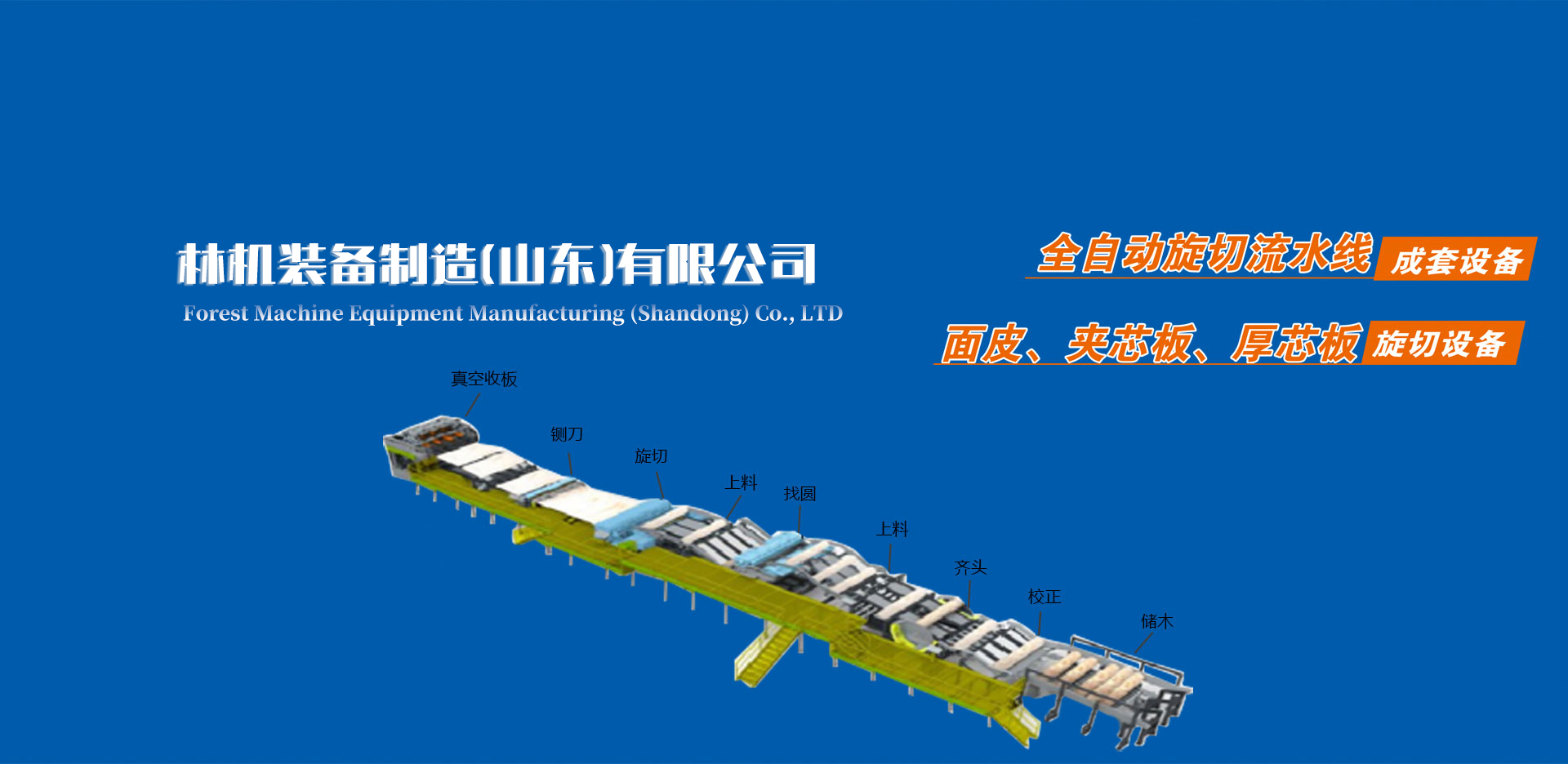
二、工作原理:定轴旋转与直线切削的协同
旋切机通过木段定轴旋转与刀具直线进给的复合运动,将木段沿年轮方向逐层剥离为连续单板,其核心流程如下:
木段固定与驱动
有卡轴机型:卡轴插入木段两端,通过液压或机械夹紧,电动机驱动卡轴旋转,带动木段定轴转动。
无卡轴机型:摩擦辊夹紧木段外圆周,通过表面纹路增加摩擦力,驱动木段旋转,同时挤压辊施加轴向压力,确保切削稳定性。
刀具进给与切削
进给控制:卡轴每转一转,刀架沿木段径向移动固定距离(进给量=单板名义厚度),通过齿轮箱或伺服系统实现精准控制。
切削运动:旋刀刀刃平行于卡轴轴线,沿木段径向做直线切削,切削角度(后角1-3°)和压尺间隙共同影响单板质量。
单板形成与输出
连续旋切:木段旋转与刀架进给同步进行,单板从刀刃与压尺间隙连续剥离,形成幅面宽度达2600mm的单板带。
厚度调节:通过更换齿轮(机械传动)或输入数字参数(数控系统)调整进给速度,实现0.8-3mm厚度范围的无级调节。
木芯处理与循环
有卡轴机型:剩余木芯直径70-120mm,需二次加工或废弃。
无卡轴机型:木芯直径可缩小至35mm以下,直接进入下一轮旋切,材料利用率提升15%-20%。
三、技术演进:从机械到智能的跨越
传统机型:机械卡轴旋切机依赖人工操作,出板率低(60%-70%),适用于小规模生产。
液压双卡轴:自动化程度提升,出板率达80%-85%,但木芯直径仍较大。
数控无卡轴:集成伺服电机、滚珠丝杠和激光定心技术,旋切线速度达3m/s,单板厚度误差±0.05mm,出板率超90%,成为高端胶合板生产线核心设备。

热点新闻